鑄鐵平尺磨削工藝研究
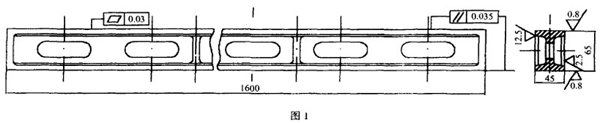
平尺是一種在紡織機械設備的安裝和平車中被廣泛應用的測量工具,它要求精度高、穩(wěn)定性好,常采用鑄鐵制造,如(圖1)是一種細紗機用安裝平尺,型號是XG4N 一1600,其結(jié)構(gòu)特點是長度長,平面度和兩面的平行度要求均比較高。在以往的平尺加工中采用粗刨~精刨一刮研的加工工藝,由于平尺長度長、加工時變形大,因此對刮研的技術(shù)要求高、工人的勞動強度大、效率低。于是我們嘗試采用磨削代替刮研進行精加工。經(jīng)過一段時間的實踐我們探索出了一個行之有效的磨削工藝。其工藝路線為:粗刨~精刨一時效一粗磨一半精磨一精磨。
1 磨削前的工藝準備
1.1 機床調(diào)整
在磨削前要對磨床進行必要的調(diào)整:檢測并調(diào)整磨頭的跳動,使其達到出廠精度;對砂輪進行動平衡,以減小磨削時的振動;對工作臺上的磁力吸盤進行自磨,以保證其平面度。
1.2 砂輪的選用
砂輪的磨料 按常規(guī)磨削鑄鐵應選用碳化硅砂輪,但因碳化硅本身質(zhì)脆,易崩碎顆粒成針狀,修整時難以形成等高微刃,磨削時會使切削力增加,難以達到低的粗糙度,而剛玉類砂輪具有較高的機械強度,顆粒不易碎裂,易形成等高微刃,因此在平尺磨削中我們選用了白剛玉砂輪。砂輪的硬度選用K級。太硬則自銳性差,磨粒鈍化后不易脫落,繼續(xù)磨削就會增加磨削力和磨削熱,使表面粗糙度變大,零件變形增加,太軟且常會出現(xiàn)磨削不均勻等現(xiàn)象。砂輪的粒度粗磨時選 40#,以提高效率,精磨時選80#,以保證其表面精度要求。
2 變形的分析與控制
平尺在經(jīng)過粗刨、精刨后會產(chǎn)生一定的加工變形,表現(xiàn)為彎曲和扭曲變形。這些變形必須在磨削過程中消除。平尺的磨削過程實質(zhì)上就是逐漸消除變形達到其精度要求的過程。在平尺安裝時若不采取其它措施直接安裝在磁力吸盤上,磨削完后,去掉磁性吸引力,變形恢復,精度難以保證。在磨削時我們采用了邊測量邊墊以增加平尺剛性的辦法,保證平尺在自由狀態(tài)下定位與夾緊:具體方法如(圖2)

先將平尺放在磁力吸盤上,不加磁力,用測微片每隔50ram~lOOmm測量平尺與吸盤的間隙,即平尺的變形量,而后再用等厚的測微片塞入該處以增加該點的剛性,使平尺在加磁力后還能保證其自由狀態(tài)時的形狀,這樣在磨平一個平面后再磨另一平面,反復精磨2—3次,上下兩平面的平行度和平面度就可達到要求。



導航欄目
推薦信息
聯(lián)系我們
電 話:0317-8032888
手 機:13931771799
郵 箱:bt8032888@126.com
地 址:河北泊頭市交河工業(yè)開發(fā)區(qū)